


HARNESSING UV-C AND HPP FOR JUICES SUPERIOR FRESHNESS AND SAFETY.
In recent years, consumer demand for fresh-tasting, nutritionally rich beverages has driven significant innovation in the juice industry. By integrating UV-C into the processing line, juice manufacturers can ensure higher-quality products that meet consumer taste, safety, and nutritional value expectations. While new conservation technology methods are arising, they may not be sufficient to control spore-forming bacteria like A. Acidoterrestris. UV-C treatment emerges as a promising complementary method, enhancing microbial safety and extending the shelf life of HPP-treated juices.

HIGH PRESSURE PRESSED: FRESHER, TASTIER, SAFER.
The market for fresh juices has been on a rapid growth trajectory, mirroring the increasing consumer preference for high-quality, minimally processed foods and beverages. This shift in consumer behavior presents a significant opportunity for juice manufacturers to meet the evolving needs of their customers.
Among the most revolutionary advancements is High-Pressure Processing (HPP), a non-thermal pasteurization method that preserves juices' natural flavors, colors, and nutrients far better than traditional heat pasteurization. HPP involves subjecting juices to extremely high pressures, which effectively inactivates harmful microorganisms and extends shelf life without the need for heat, thus retaining the sensory and nutritional quality of the juice.
HPP juices, with their unique selling points, stand out in the competitive landscape.
They offer a fresher taste and better nutrient retention than heat-pasteurized juices, which often suffer from cooked flavors and nutrient degradation. Moreover, the extended shelf life of HPP juices not only reduces waste but also opens up new distribution opportunities, making them a compelling choice for both retailers and consumers.
These factors make HPP juices a product of interest in the market.
Despite the advantages, one persistent challenge with HPP juices is the potential survival of resilient microorganisms like Alicyclobacillus Acidoterrestris, a spore-forming bacterium that can withstand a high-pressure environment and cause spoilage.
To address this issue, the combination of HPP with additional antimicrobial treatments, such as UV-C technology, is gaining attention. This powerful combination not only ensures superior microbial safety but also maintains the high quality that HPP juices are renowned for, solidifying their position in the market as the preferred choice for health-conscious consumers.
This reassurance about the product's safety and quality is crucial to instill confidence in the audience.
WHAT IS HPP?
High-pressure processing (HPP) is a cutting-edge, non-thermal food preservation technique that uses extremely high pressure to inactivate microorganisms in food and beverages.
How Does HPP Work?
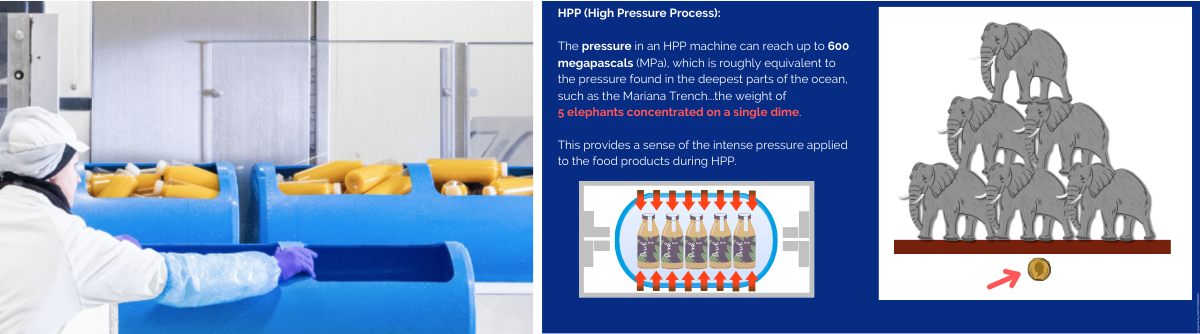
HPP involves subjecting the product to pressures ranging from 300 to 600 megapascals (MPa) (about 43,500 to 87,000 pounds per square inch) for a specific period, typically from a few seconds to several minutes. Here’s a step-by-step breakdown of the HPP process:
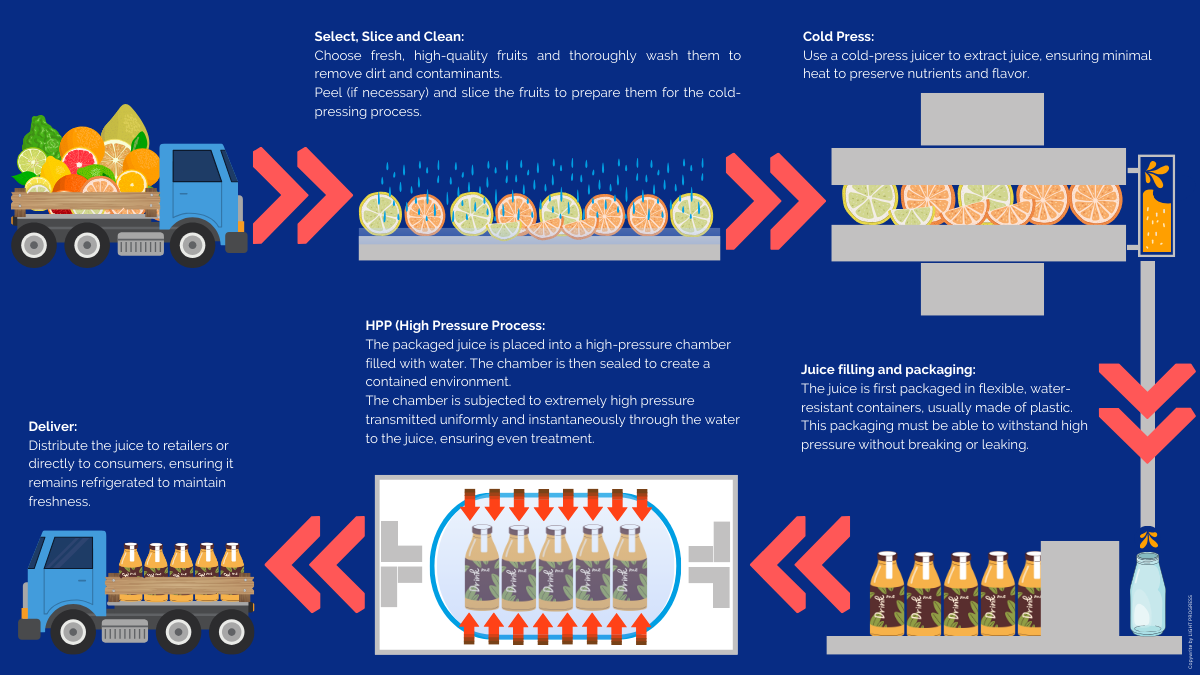
- Preparation: The juice is first packaged in flexible, water-resistant containers, usually made of plastic. This packaging must be able to withstand high pressure without breaking or leaking.
- Loading: The packaged juice is placed into a high-pressure chamber filled with water. The chamber is then sealed to create a contained environment.
- Pressurization: The chamber is subjected to extremely high pressure using pumps that generate the required force. The pressure is transmitted uniformly and instantaneously through the water to the juice, ensuring even treatment.
- Holding: The juice is held at the target pressure for a predetermined amount of time. This pressure disrupts the cellular functions of microorganisms, effectively inactivating pathogens and spoilage organisms without the need for heat.
- Depressurization: After the holding time, the pressure is gradually released, and the chamber returns to atmospheric pressure.
- Unloading: The treated juice is removed from the chamber, ready for distribution or further processing. The packaging remains intact throughout the process, maintaining the product's sterility.
Advantages of HPP
- Preservation of Quality: Flavors, colors, and nutrients do not degrade. This results in a product that tastes fresher and retains more of its original nutritional value.
- Enhanced Safety: HPP effectively inactivates a wide range of harmful microorganisms, including bacteria, viruses, and parasites, without chemical preservatives. This makes the juice safer while catering to consumer demand for clean-label products.
- Extended Shelf Life: By reducing microbial load, HPP extends the shelf life of juices, allowing them to stay fresh for longer periods. This benefits both retailers and consumers by reducing waste and enhancing convenience.
- Retention of Functional Ingredients: The process preserves functional ingredients such as vitamins, antioxidants, and enzymes, which are often heat-sensitive. This ensures that the juice's health benefits are maintained.
- Cost: The initial investment in HPP equipment is high, which can be a barrier for small-scale producers. However, the long-term benefits in terms of product quality and extended shelf life can offset these costs.
- Resistance of Spores: Some microorganisms, particularly spore-forming bacteria like Alicyclobacillus Acidoterrestris, can survive HPP. These spores can germinate post-processing and cause spoilage, posing a significant challenge to juice manufacturers.
- Product Suitability: Not all products are suitable for HPP. The technique works best with high-moisture foods and beverages that can withstand the high-pressure environment.
ALICYCLOBACILLUS ACIDOTERRESTRIS: THE UNWANTED GUEST IN JUICES
Alicyclobacillus Acidoterrestris (A. acidoterrestris) is a thermophilic, acidophilic bacterium that poses significant challenges to the juice industry.
This microorganism can survive harsh conditions, including high temperatures and acidic environments, making it a formidable spoilage agent in fruit juices.
Despite the use of traditional pasteurization methods, A. acidoterrestris can endure and potentially lead to spoilage, affecting the quality and safety of the final product.
The Threat of Alicyclobacillus Acidoterrestris
A. acidoterrestris is notorious for its ability to produce guaiacol, a compound that imparts an unpleasant smoky or medicinal off-flavor to juices.
The bacterium's spores are particularly resistant to conventional heat treatments used in pasteurization, allowing them to survive and potentially germinate in the final product.
Once these spores germinate, the bacteria can grow at pH levels as low as 2.5, which is common in many fruit juices.
This resilience makes it a persistent problem in the juice production process.
The spoilage caused by Alicyclobacillus acidoterrestris does not typically result in visible changes, such as gas production or sediment formation, often associated with other spoilage organisms. Instead, the compounds are responsible for the off-flavors. This can lead to significant economic losses due to the rejection of spoiled batches and the potential damage to brand reputation.
Prevalence in Juice Manufacturing
Alicyclobacillus acidoterrestris contamination is relatively common, with various studies indicating its presence in different stages of juice production.
The bacteria have been isolated from raw materials, processing environments, and final products. Its spores can be found in soil, water, and fruit surfaces, making initial contamination difficult to avoid.
However, the prevalence of Alicyclobacillus acidoterrestris can vary significantly depending on the fruit type and processing conditions. Citrus and apple juices are particularly susceptible due to their low pH levels and the common use of heat treatments in their production.
UV-C TREATMENT: AN EFFECTIVE COMPLEMENT IN THE JUICE INDUSTRY.
UV-C can enhance juice microbial safety by damaging microorganisms' DNA and cellular structures, leading to their inactivation. When combined with HPP, UV-C treatment offers a synergistic effect, addressing HPP's limitations in controlling spore-forming bacteria like A. acidoterrestris.
Benefits of UVC Treatment in HPP Juices:
- Enhanced Microbial Inactivation: UVC effectively inactivates a broad spectrum of microorganisms. and can target spores of A. acidoterrestris, ensuring comprehensive microbial control.
- Preservation of Juice Quality: UV-C treatment is non-thermal as well. This is particularly beneficial for maintaining the fresh taste, color, and nutrient profile that consumers demand.
- Reduction of Off-Flavors: UV-C treatment effectively inactivates A. acidoterrestris spores, preventing the production of guaiacol and other off-flavor compounds, ensuring the juice remains palatable and high-quality.
- Extended Shelf Life: Combining HPP with UV-C treatment extends the shelf life of juices by minimizing the risk of spoilage from resistant microorganisms. This can result in reduced waste and greater consumer satisfaction.
The effective UV dose for inactivating Alicyclobacillus acidoterrestris (A. acidoterrestris) spores can vary based on several factors, including the strain of the bacterium, the medium in which it is suspended, and the specific UV-C equipment used.
However, research indicates that relatively high doses of UV-C light are typically required to significantly inactivate A. acidoterrestris spores.
Studies have shown that effective inactivation doses generally fall within the range of 100 to 400 mJ/cm².
Some studies report that a dose of around 100 to 150 mJ/cm² can start to achieve notable reductions in spore populations;
higher doses, up to 400 mJ/cm², are often necessary to achieve more complete inactivation, depending on the initial spore load and specific conditions.
UV-C PRACTICAL APPLICATION IN THE JUICE PRODUCTION LINE
UV technology can be effectively utilized at several key points in the juice extraction process to enhance safety and quality.
- Surface Treatment of Fruits and Vegetable Slices: Before juicing, UV light can be used to disinfect the surface of whole fruits and vegetables as well as pre-cut slices. This step helps reduce the microbial load, preventing contaminants from being introduced into the juice during extraction. The products in the UV-TEAM-CL series are designed for this purpose.
- Water Treatment in the Washing Phase: The water used to wash fruits and vegetables can be treated with UV light to eliminate pathogens and microorganisms. This ensures that the washing process does not reintroduce contaminants onto the produce, maintaining a high level of hygiene. The products in the UV-WATER series are designed for this purpose.
- Juice Treatment: After extraction, UV treatment of the juice itself can further reduce microbial content without affecting the nutritional and sensory qualities. This step helps in prolonging shelf life and ensuring the safety of the final product.The products in the UV-TEAM-A-4P and UV-TEAM-A series are designed for this purpose.
- Packaging Line and Bottling/Filling Machine Disinfection: UV technology is also suitable for disinfecting packaging lines and bottling or filling machines. Regular UV disinfection can prevent contamination during the packaging process, ensuring that the juice remains uncontaminated from the extraction phase to the final sealed product. The products in the UV-STYLO-NX series are designed for this purpose.

…WHERE DO WE BEGIN?
In practical applications, juice manufacturers need to consider different variables. They may need to conduct specific validation studies to determine the optimal UV-C dose for their product and processing environment. Here’s a general approach to determining the appropriate UV-C dose:
- Initial Assessment: Perform preliminary tests to assess the baseline resistance of A. acidoterrestris spores in the specific juice matrix.
- Dose-Response Studies: Conduct controlled studies to apply a range of UV-C doses (e.g., 100, 200, 300, 400 mJ/cm²) and measure the reduction in spore counts.
- Optimization: Based on the results, determine the minimum effective dose that achieves the desired level of inactivation while preserving juice quality.
- Validation: Validate the chosen UV-C dose under actual production conditions to ensure consistency and efficacy.
This initiative ensures we provide practical solutions to address contamination, safety, and product quality challenges.
By taking a demo unit and testing it, following our instructions and guidelines, you become an integral part of our mission to improve your production processes.
Your feedback is invaluable in enabling us to serve your needs better.
IN CONCLUSION, JUICE SAFETY AND QUALITY WITH THE POWER OF UV-C.
Raw, untreated juices can already pose a risk of foodborne illnesses due to potential contamination with harmful bacteria like E. coli, Salmonella, and Listeria.
Furthermore, Alicyclobacillus acidoterrestris remains a significant challenge in the juice manufacturing industry due to its heat resistance and ability to thrive in acidic conditions.
However, with the diligent application of preventive measures and innovative processing techniques, like UV-C technology, the risk of contamination can be managed and reduced. Continued research and development are essential to producing high-quality, safe fruit juices.
References:
“Continuous-flow UV-C processing of kale juice for the inactivation of E. coli and assessment of quality parameters” Jacob Pierscianowski 1, Vladimir Popović 2, Michael Biancaniello 3, Simon Bissonnette 4, Yan Zhu 5, Tatiana Koutchma 6 DOI: https://doi.org/10.1016/j.foodres.2020.110085
“Validation of UV-based technologies for foods and beverages” Tatiana Koutchma, PhD
“Continuous-flow UV-C processing of kale juice for the inactivation of E. coli and assessment of quality parameters” Jacob Pierscianowski a, Vladimir Popović a, Michael Biancaniello a, Simon Bissonnette a b, Yan Zhu b, Tatiana Koutchma a https://doi.org/10.1016/j.foodres.2020.110085
“Alicyclobacillus acidoterrestris” F.V.M. Silva, ... R. Simpson, in Encyclopedia of Food Microbiology (Second Edition), 2014
“Alicyclobacillus spoilage and isolation – A review” Y. Smit,M. Cameron, Pierre Venter, R. Corli Witthuhn https://doi.org/10.1016/j.fm.2010.11.008